
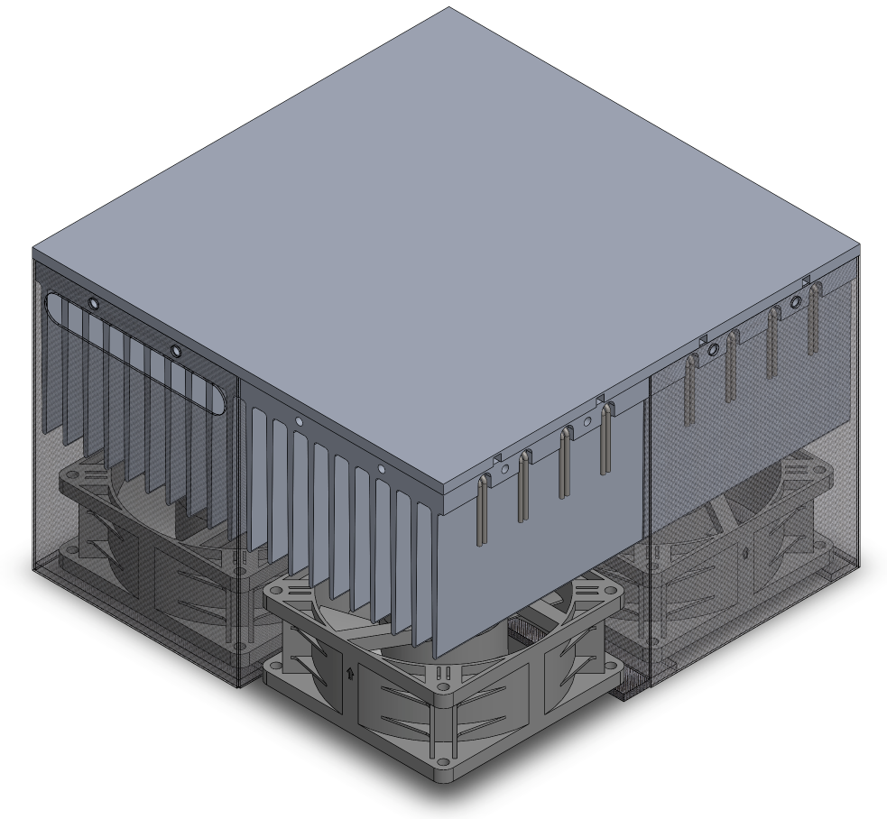
CAD model of the design showing the heated tool surface with integrated cartridge heaters and fans underneath.
Time lapse of the cell as it heats three cells to a higher temperature than the 4th. Cell 1 was set to dwell at 50°C and Cells 2, 3, and 4 were set to dwell at 80°C. All cells were ramped to dwell temperatures at 4°C/min.
Researcher(s):
Stephanie Klimczak, Vivian Tsui, David Bender
Summary:
Traditional composite manufacturing methods required high pressure autoclaves to achieve high quality parts. Recently, however, equivalent parts have been oven-cured with vacuum-bag-only consolidation. The next step in composite manufacturing would be to remove ovens entirely by providing heat through the tool itself, using integrated heaters and closed loop feedback to actively monitor and control the temperature and degree of cure. Many composite parts have complex, variable thickness geometries. A locally heated tool with active cure monitoring could provide uniform temperatures as well as increased energy efficiency. The purpose of this project is to design and build a custom, energy-efficient active tool and to analyze the benefits and limitations of such a tool. The tool has localized heating and cooling controlled by a closed-loop control system with feedback from embedded temperature sensors.